Az ellenállások
az elektromos elemek tűrései gyakran nem felelnek meg a fő termék által
igényelt értékeknek, ezért a sztandard ellenállásokat gyakran a kívánt értékre kell beállítani, trimmelni.
Az ellenállás elemek formái
a legtöbb szabványosított
Az ellenállások stabilitása és pontossága ezáltal pl. a szenzorok pontossága az alábbi tényezőktől függ:
Milyen tartományban kell trimmelni
- a chip geometriája és a vágás elrendezése
- a vágás geometriája
- a vágás/lézersugár sebessége
- a lézersugár minősége
A trimmelés folyamata:
A scantükrük 2 tengely mentén programozhatóak, íly 2 D formák is létrehozhatóak, mint vágás.
A típusnak megfelelőn a vágási forma programozott, az ellenállást, vagy akár a kész szenzort
folyamatosan mérik a vágás alatt. A lézersugár csak a bevonatot ( ellenállás távolítja el, de nem sérti meg a kerámia hordozót) A vezérlés össze van kötve , nagyon gyors reagálású mérő berendezéssel,
a kívánt érték elérésekor, a lézer sugarat kikapcsolják.
ACI SPECIÁLITÁS : az ACI képes onnan folytatni a vágást, ahol az előző vágáskor befejezte.
Ez lassabb mérés esetén is működik, illetve a rendszer „tehetetlenségét” csökkenti.
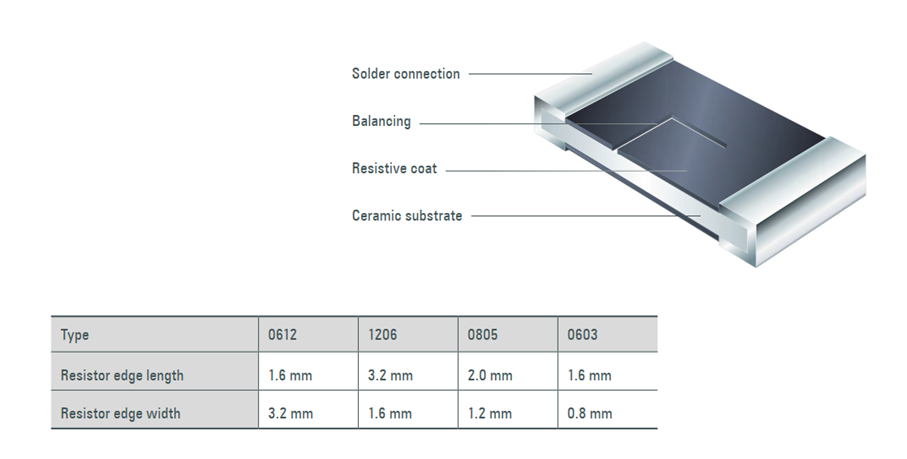
Vágás jellege
| |
| I-Cut (Plunge-Cut) Egyenes vágás párhuzamosan a forrasztási csatlakozásokkal.
A vágás középen helyezkedik el és a szénrétegen kívül kezdődik. Előnye : egyszerű, gyors vágás Hátránya: kevésbé pontos az exponenciális ellenállás felfutás miatt, a hosszú távú stabilitása alacsony
Fennáll az un. „HotSpot” veszély túlmelegedés a vágás végén |
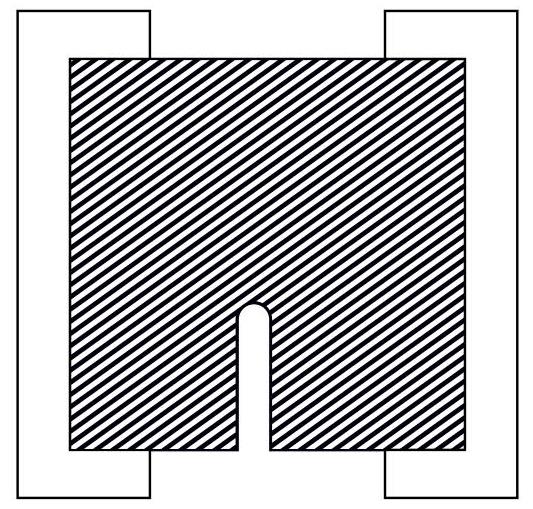
 | Double-Plunge-Schnitt Két egyenes vágás párhuzamosan a forrasztási helyekkel.
a hossszak megoszlása 1/3 és 2/3 arányban.
Az első vágás a második vágás 50-70 % , ellenkező esetben a „finombeállítás „ elveszik. Előnye : nagy pontosság , kevésbé öregszik el
Hátránya: lassabban vágható mint a Plunge verzió |
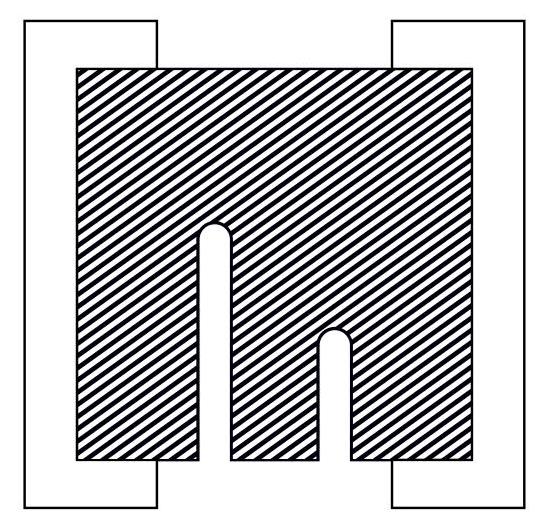
 | L-Cut
A nevét a vágás formájáról nyerte.
Kb. 10-15 % indulni a teljes hosszhoz képest, majd hosszirányban vágni.
Mivel a változás hosszirányban kicsi, a kiegyenlítés nagyon pontos lehet.
Csak L>1,5 mm nagyobb ellenállásokhoz alkalmazható Előnye : pontos és hosszú távon stabil Hátránya: csak nagy méretek mellet alkalmazható L>1,5 mm |
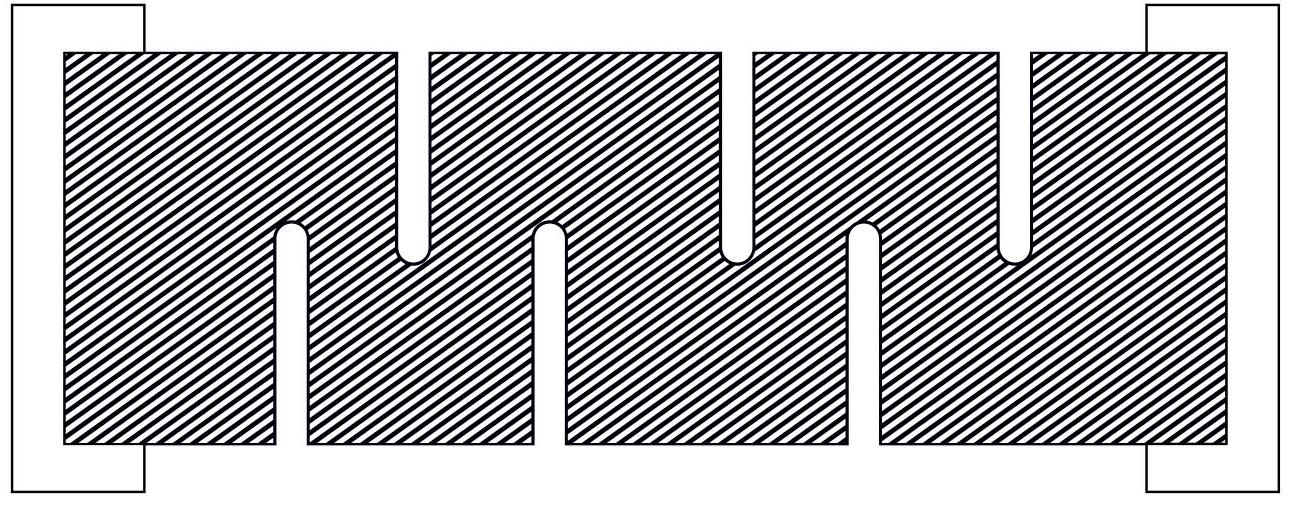 | M-Cut (Serpentine-Cut)
Ennél a kivitelnél M formát vágnak. Nagy ellenállásváltozást lehet elérni, de a hosszúidejű stabilitás csökken. A vágások között a távolság ne legyen kisebb mint 0,5 mm , ellenkező esetben túlmelegedés következhet be.
Előnye : széles trimelési tartomány
Hátrány : alacsony hosszúidejű stabilitás, nagy áramzaj, Hot Spot veszély |
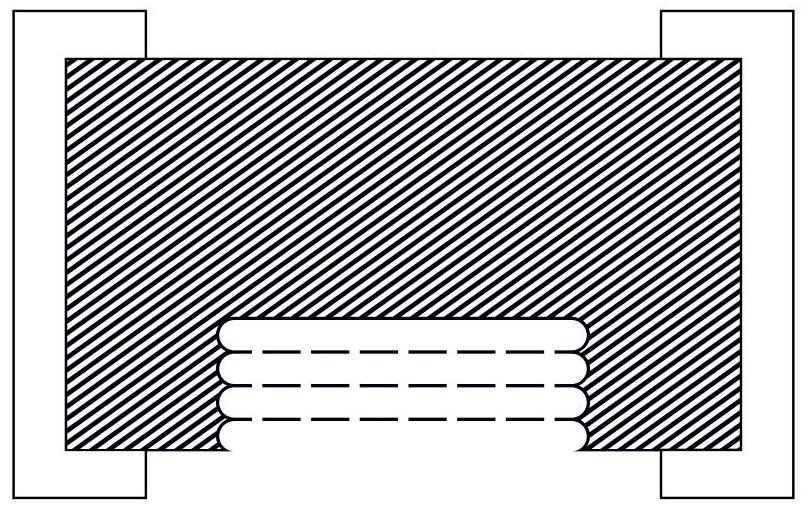 | Shave-Cut (Hobel-Schnitt)
Alapvetően a nagy feszültségekhez, és nagy áramerősségekhez alkalmazzák.
Előnyei: nagy pontosság, stabil, alacsony áramzaj 150 V felett használható, kicsi a Hot Spot veszély Hátránya: hosszú trimmelési idő |
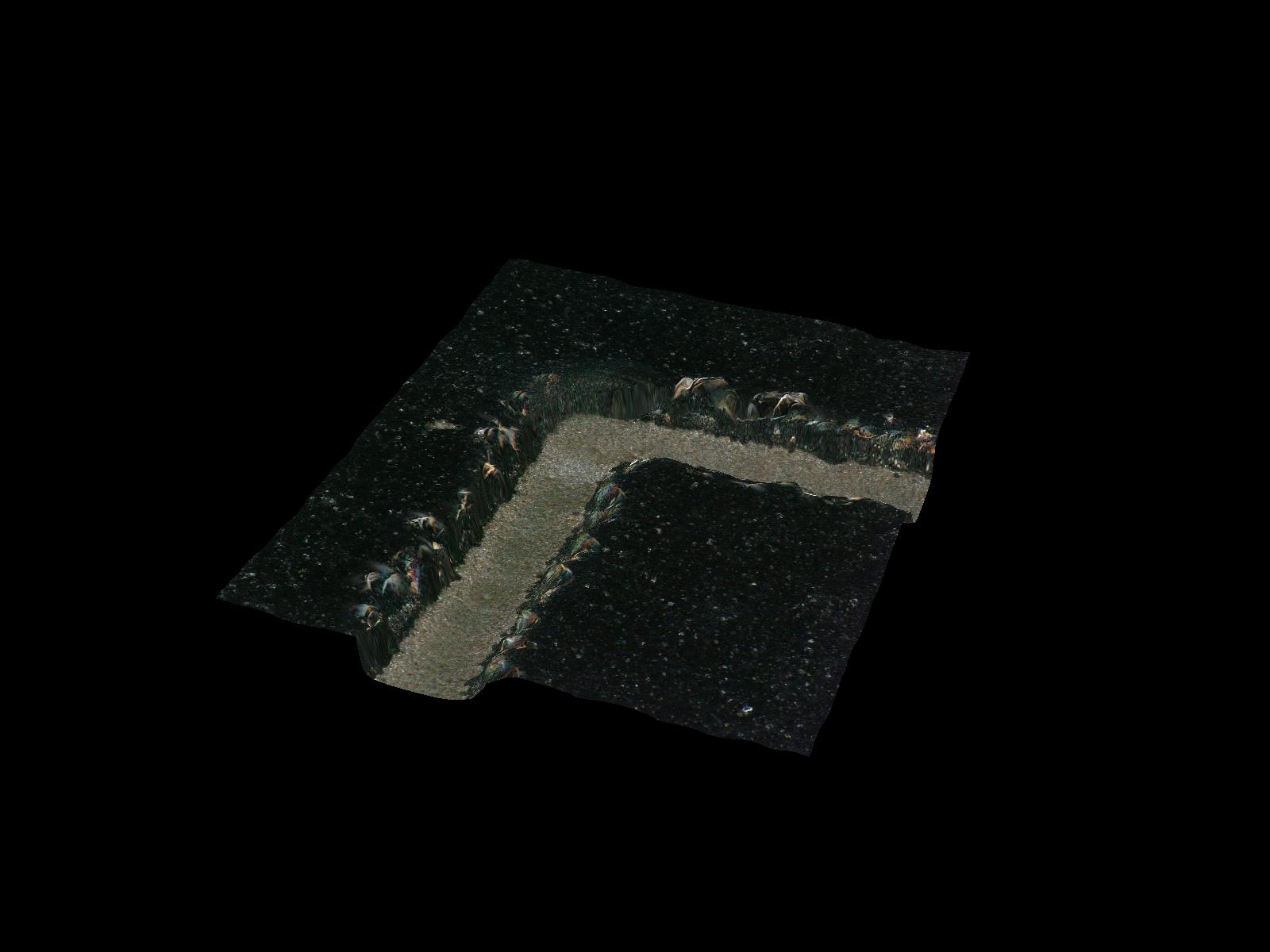
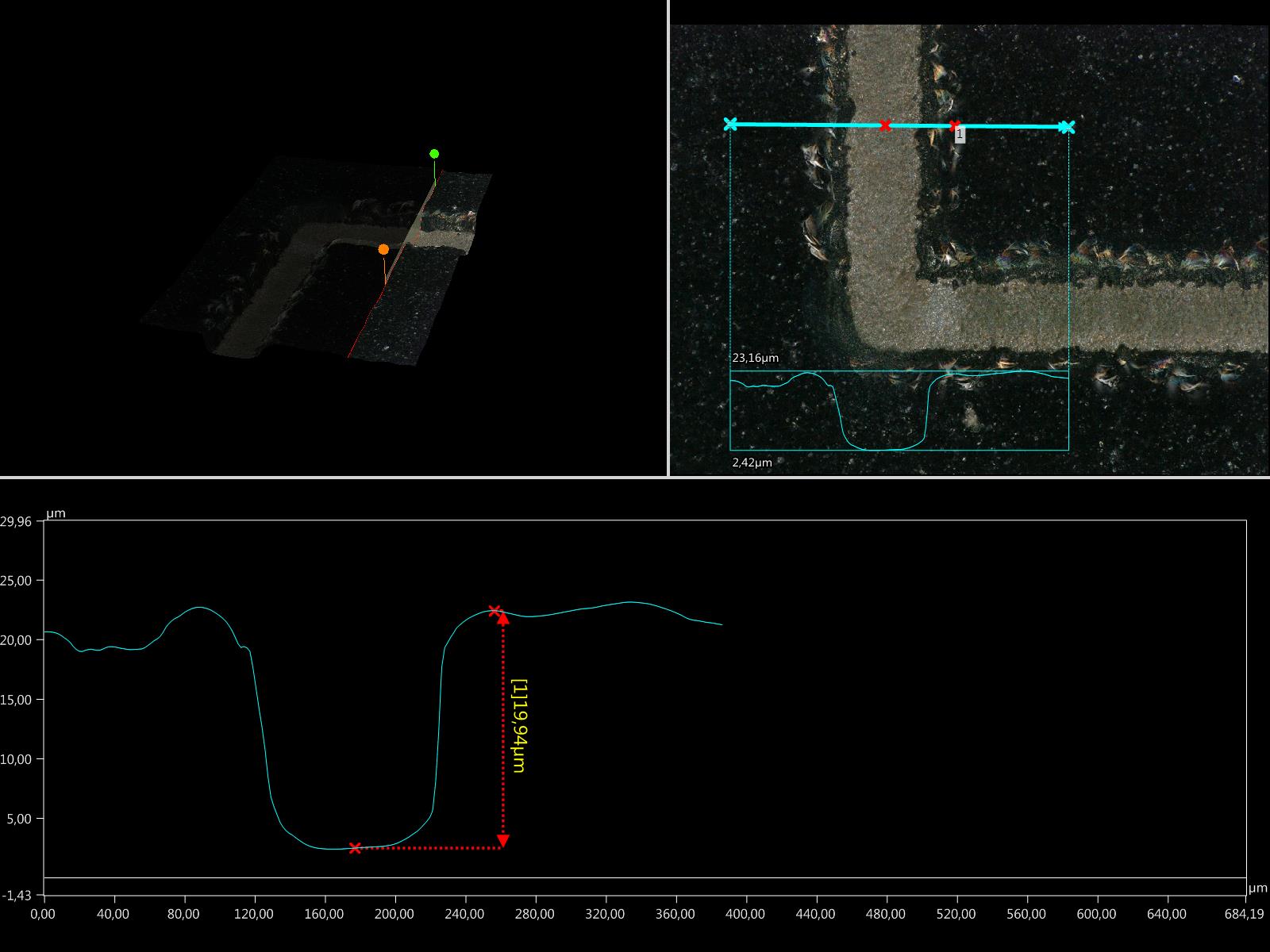
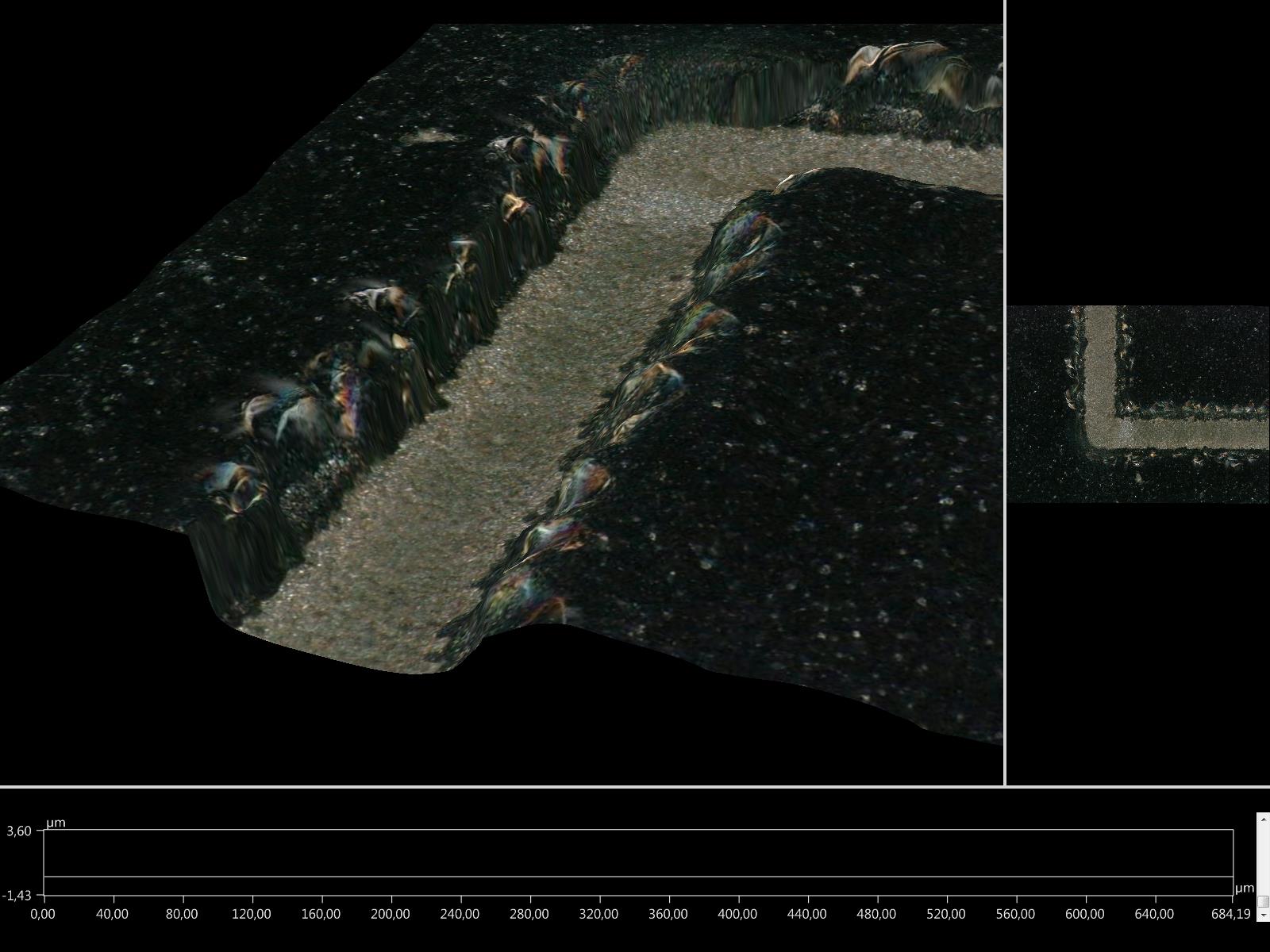
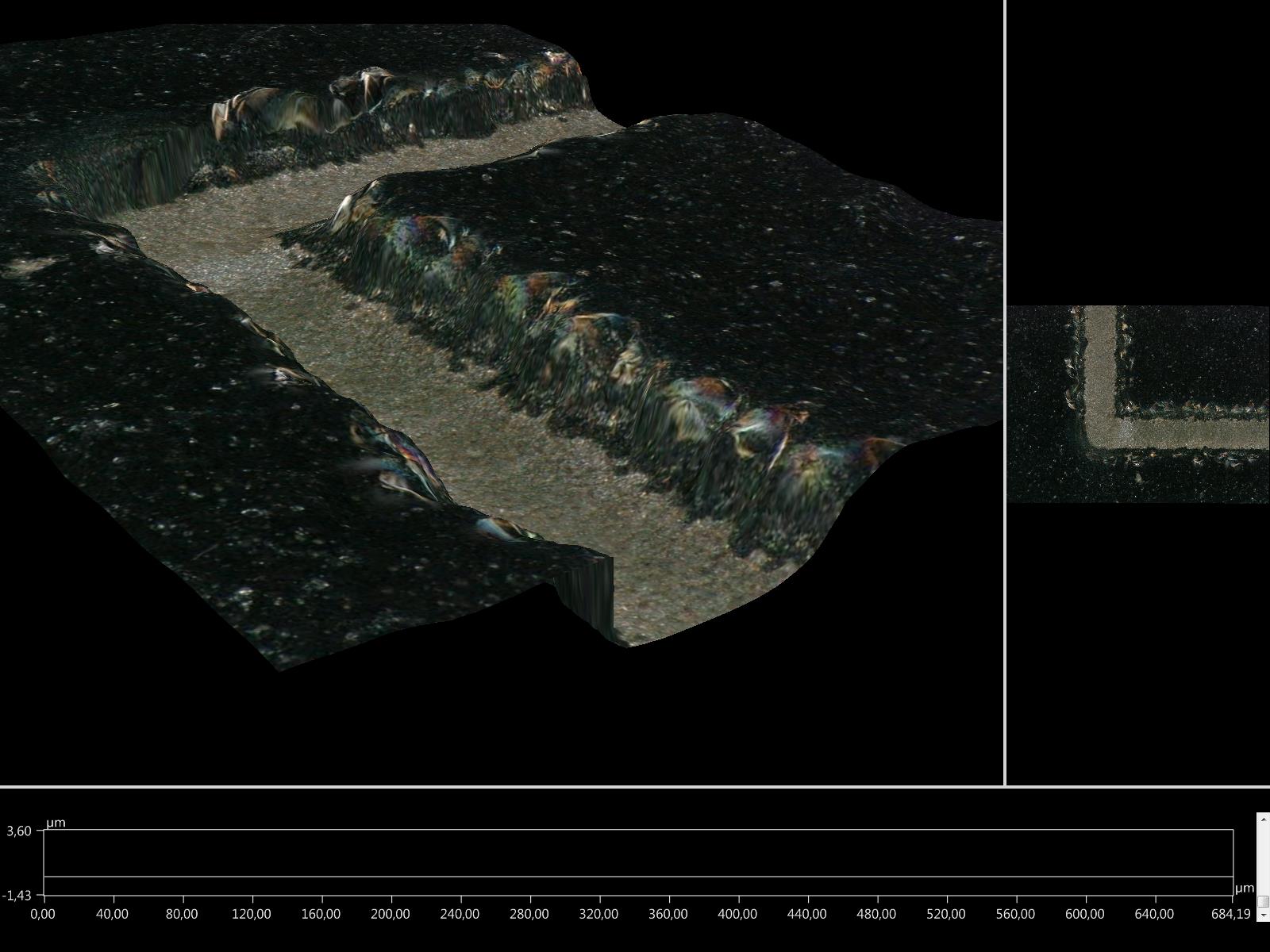
A vágások mikroszkópos képei:
És a trimmelés folyamata videón:


